18738599917(微信同号)
联系人:王经理
手机:18738599917(微信同号)
电话:0373-8955667
邮箱:hnysqzsb@126.com
地址:河南省长垣县起重工业园区
联系我们 了解更多


【联系电话】18790530797
铁路架桥机是铁路桥梁架设不可或缺的专业大型施工机械设备,起重小车是其关键结构件之一。为了提高施工的安全性,架桥机的起重小车主梁设计采用了凹式结构,使得整机高度和重心降低。但是,凹式结构相对于直梁结构在构件受力上复杂得多,因此对构件的加工制作提出了更高的要求。
1.结构形式及受力分析
1.1 结构形式
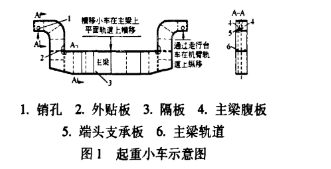
起重小车总成外形及工作状态如图1所示。其核心结构为2个平行的U形、断面为箱形结构的主梁,2个主梁间通过边梁和中间连接梁联接成一个整体,即大车总成。横移小车在大车主粱轨道上可作横向移动,主梁两端弯头处通过销轴与走行台车连接,走行台车行走在机臂轨道上,即可实现整个起重小车在架桥机机臂上的纵向移动,从而实现架桥机的吊梁任务。
1.2受力分析
由图1可以看出,主梁两端S形和∪形凹槽拐角处受力较大,需要做局部加强处理。主梁端头在腹板内侧对称增加了4块端头支撑板; U形凹槽拐角处在箱梁腹板外侧设有加强的外贴板;腹板在结构上充分考虑了主梁受力状况,腹板分为3段,兩端S形用板比中间段厚度增加,局部地增强了主梁的刚度,满足了受力要求,保证了其稳定性。
1.3焊接及焊缝检测
1)小拼零件的焊接
平板对接采取气体保护焊和埋弧焊组合的焊接方法。正面坡口第1道采用气体保护焊打底,
克服了埋弧焊在坡口内第1道焊接时清除熔渣困难的弊端,采取合理的焊接顺序,提高了焊缝合格率,减少了焊接变形和矫正工作量,保证了焊接质量和工程进度。
2)构件的整体焊接
整体焊接的关键是构件要放置平稳,用201 杆件搭建焊接平台,将构件放置平稳后施焊。焊前先要清理焊道及其两侧30~50mm范围内母材表面的水、锈和油污等。严格执行焊接工艺参数,采取合理的焊接顺序施焊,减小焊接变形,防止构件扭曲。在3段主梁组拼后,上、下盖板和腹板的对接焊缝因箱形封闭,而使内侧无法施焊。若采取单面焊双面成型方法,又受操作工人水平限制,难以确保焊缝质量。如果在板厚深处出现缺陷,会造成清根工作量大、梁体变形大,主梁受力复杂,承受载荷大。为此,可采用背面加垫板焊的方法,以实现单面焊双面成型,提高焊缝一次合格率。
以上就是关于铁路架桥机起重小车主梁结构分析,想要了解更多起重机方面的知识,欢迎电话咨询!

